Ano ang Hollow Core Concrete Slab at Bakit Ito Mahalaga sa Modernong Konstruksyon
A guwang na core concrete slab ay isang precast prestressed concrete na elemento na nagtatampok ng mga longitudinal voids - karaniwang pabilog o hugis-itlog - na tumatakbo sa haba nito. Binabawasan ng mga void na ito ang kabuuang bigat ng slab nang hanggang 40–50% kumpara sa solid concrete slab na may katumbas na sukat, habang pinapanatili ang mahusay na structural performance sa bending, shear, at fire resistance. Ang kumbinasyong ito ay gumagawa ng mga hollow core slab na isa sa pinakamalawak na ginagamit na mga flooring system sa mga komersyal na gusali, multi-storey residential blocks, mga paradahan ng sasakyan, industriyal na bodega, at mga proyektong pang-imprastraktura sa buong mundo.
Ang pangunahing konklusyon ay diretso: ang mga hollow core concrete slab ay naghahatid ng mas mataas na ratio ng lakas-sa-timbang, mabilis na bilis ng pag-install, at pinababang pagkonsumo ng materyal. Kapag ginawa sa isang modernong pasilidad ng precast — kung saan ang precision formwork, shuttering magnet , at mga automated na casting bed ay tumutukoy sa kalidad ng produksyon — ang mga slab na ito ay patuloy na nakakatugon sa mga mahigpit na pagpapaubaya sa dimensyon at hinihingi ang mga detalye sa istruktura. Ang pag-unawa sa kung paano ginagawa, pinangangasiwaan, at na-install ang mga ito ay mahalaga para sa mga inhinyero, kontratista, at mga propesyonal sa pagkuha na naghahanap ng mga solusyon sa sahig na matipid sa gastos at mahusay ang pagganap.
Paano Ginagawa ang Hollow Core Concrete Slabs
Ang produksyon ng mga hollow core concrete slab ay nagaganap halos eksklusibo sa mga precast concrete na halaman, gamit ang isa sa dalawang nangingibabaw na pamamaraan: ang extrusion (slip-form) na proseso o ang wet-cast na proseso. Ang bawat diskarte ay may partikular na implikasyon para sa formwork system, reinforcement layout, surface finish, at ang papel ng magnetic fixing components.
Paraan ng Extrusion
Sa paraan ng extrusion, ang isang long-line casting bed - karaniwang 100 m hanggang 150 m ang haba - ay pre-tensioned na may high-tensile steel strands bago ilagay ang anumang kongkreto. Ang isang extrusion machine ay naglalakbay sa kahabaan ng kama, na pinipilit ang isang matigas, zero-slump concrete mix sa paligid ng mga mandrel na bumubuo sa mga hollow core. Gumagalaw ang makina sa humigit-kumulang 1–2 m kada minuto, na nag-iiwan ng tuluy-tuloy na slab ng pare-parehong cross-section. Pagkatapos ng paggamot sa ilalim ng insulated cover o sa isang pinainit na kapaligiran, ang slab ay brilyante-sawn sa kinakailangang haba.
Dahil ang casting bed mismo ay gumaganap bilang pangunahing hulma, ang papel ng mga discrete formwork na bahagi ay limitado — ngunit ang mga side form, end stop, at embedded insert ay nakaposisyon pa rin gamit ang shuttering magnet upang hawakan ang mga bahagi ng bakal sa lugar sa ibabaw ng magnetic casting table nang walang pagbabarena o hinang. Ang non-invasive na paraan ng pag-aayos ay partikular na pinahahalagahan sa long-line na produksyon dahil inaalis nito ang pinsala sa mga mamahaling bakal na kama at nagbibigay-daan sa mabilis na repositioning sa pagitan ng mga ikot ng produksyon.
Pamamaraan ng Wet-Cast
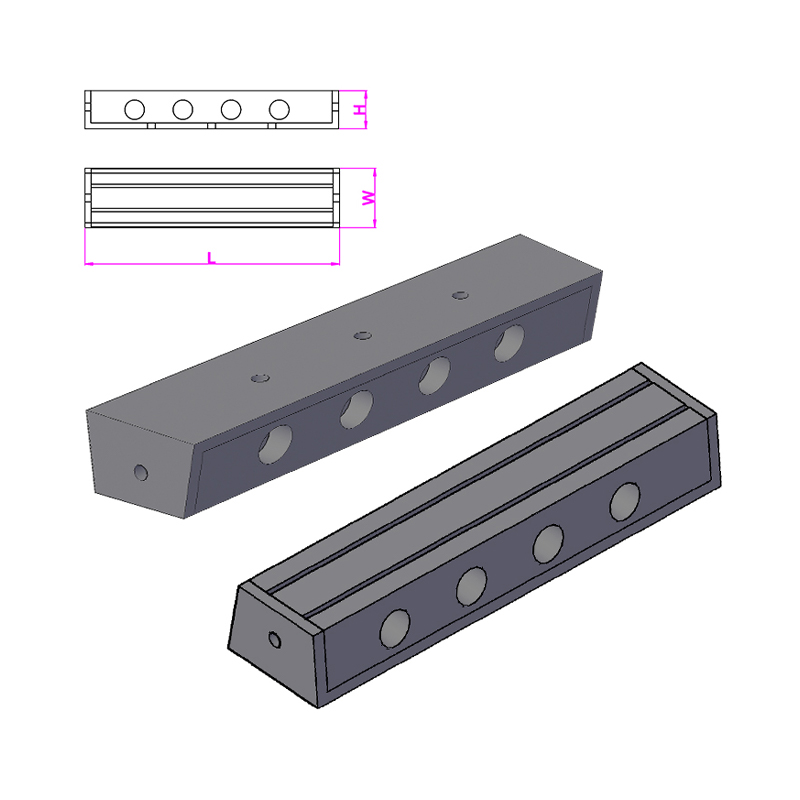
Ang proseso ng wet-cast ay gumagamit ng mga indibidwal na steel molds o pallet-based na mga sistema kung saan ang mga elemento ng formwork ay binuo. dito, shuttering magnet — kilala rin bilang magnetic formwork anchor o magnetic box — gumaganap ng isang sentral at nakikitang papel. Ang mga device na ito ay inilalagay sa ibabaw ng bakal na papag at umaakit sa pamamagitan ng magnetic force upang hawakan ang mga side shutter, blockout, insert, at reinforcement cages sa tumpak na posisyon sa panahon ng pagbuhos ng kongkreto at panginginig ng boses. Ang mga puwersa ng paghawak ay malawak na nakadepende sa disenyo ng magnet, na may karaniwang mga yunit na naghahatid 600 kg, 900 kg, 1,200 kg, o kahit 2,100 kg ng may hawak na puwersa, pinili batay sa bigat at vibration load ang formwork ay dapat labanan.
Ang kakayahang muling iposisyon ang mga shuttering magnet sa loob ng ilang segundo — sa pamamagitan lamang ng paglipat ng activation lever upang palabasin ang magnetic field — ay kapansin-pansing binabawasan ang oras ng pag-setup kumpara sa mga bolted o welded anchor. Sa isang high-output na precast na pasilidad na gumagawa ng mga hollow core slab sa isang carousel o stationary na pallet system, ang bilis na ito ay direktang nagsasalin sa mas maraming mga ikot ng produksyon bawat shift at mas mababang gastos sa paggawa bawat yunit.
Ang Papel ng Shuttering Magnets sa Hollow Core Slab Production
Pagsasara ng mga magnet ay mga engineered fixing device na gumagamit ng permanenteng neodymium o ferrite magnet na nakapaloob sa isang steel housing. Kapag na-activate, ang magnetic circuit ay nagsasara sa pamamagitan ng bakal na papag o ibabaw ng mesa, na bumubuo ng isang malakas na puwersang humahawak. Kapag na-deactivate — sa pamamagitan ng pag-ikot ng lever na nagpapagalaw ng internal keeper magnet — bubukas ang circuit at maaaring iangat nang libre ang unit sa pamamagitan ng kamay. Walang natitirang pandikit, walang nasirang ibabaw, walang kinakailangang espesyal na tool.
Sa hollow core concrete slab production, ang shuttering magnet ay nagsisilbi ng ilang partikular na function:
- Pag-secure ng mga longitudinal side form na tumutukoy sa lapad ng slab at profile sa gilid
- Hawak ang mga dulong shutter sa posisyon upang maitatag ang haba ng slab at mabuo ang ibabaw ng ibabaw
- Pag-aayos ng mga blockout form sa mga pangunahing lokasyon kung saan kinakailangan ang mga pagbubukas para sa mga serbisyo, column, o pag-aayos
- Mga pagsingit sa pag-angkla ng cast-in gaya ng mga lifting loop, mga anchor channel, sinulid na manggas, at mga de-koryenteng conduit bracket
- Pagpapatatag ng reinforcement cages laban sa displacement sa panahon ng high-frequency concrete vibration
Ang ugnayan sa pagitan ng pagpili ng shuttering magnet at kongkretong vibration ay partikular na mahalaga. Ang vibrating concrete ay nagdudulot ng mga dynamic na puwersa sa formwork na maaaring ilang beses ng static na timbang. Ang shuttering magnet na may rating na 1,200 kg static holding force ay maaaring angkop para sa isang form na tumitimbang lamang ng 80 kg kapag ang vibration frequency at amplitudes ay katamtaman, ngunit ang parehong magnet ay maaaring hindi sapat sa ilalim ng matinding panloob na vibration. Ang mga kagalang-galang na manufacturer ay nag-publish ng data ng hawak na sinubok sa vibration kasama ng mga static na rating, at ang pagtukoy sa static na puwersa lamang ay isang karaniwang error na humahantong sa pagbuo ng paggalaw sa panahon ng pag-cast.
Mga Uri ng Magnet at Ang Aplikasyon Nito
| Uri ng magneto | Karaniwang Holding Force | Pangunahing Paggamit sa Produksyon ng Slab | Pangunahing Kalamangan |
|---|---|---|---|
| Karaniwang box magnet | 600–1,200 kg | Mga side form, end stop | Matipid, malawak na magagamit |
| Heavy-duty box magnet | 1,500–2,100 kg | Mabibigat na bakal na mga anyo sa gilid, malalaking blockout | Mataas na vibration resistance |
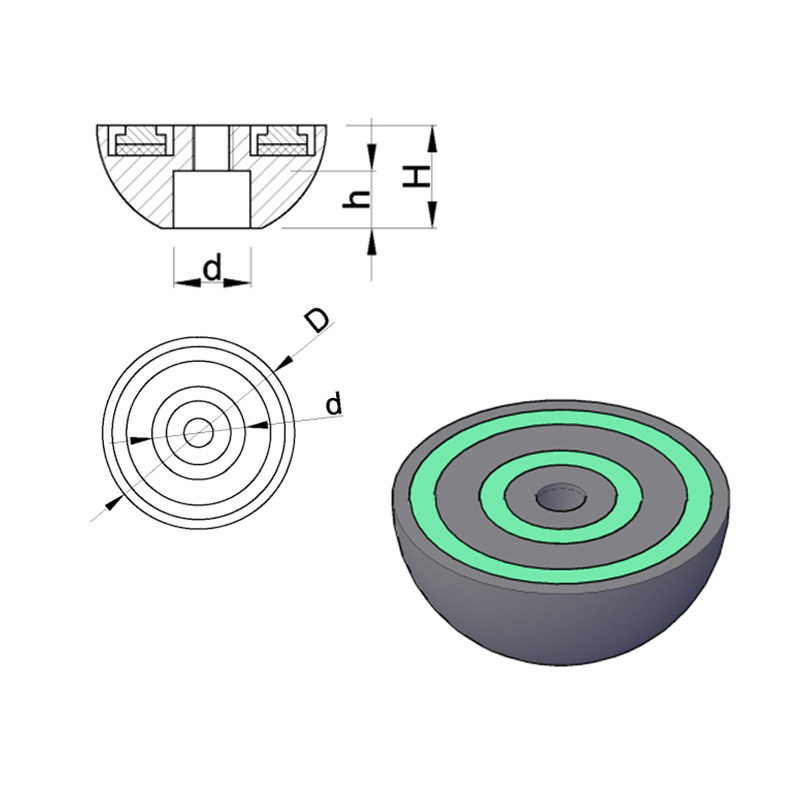
| Ipasok ang magnet (flat) | 150–400 kg | Mga anchor channel, lifting sockets | Mababang profile, kasya sa ilalim ng mga pagsingit |
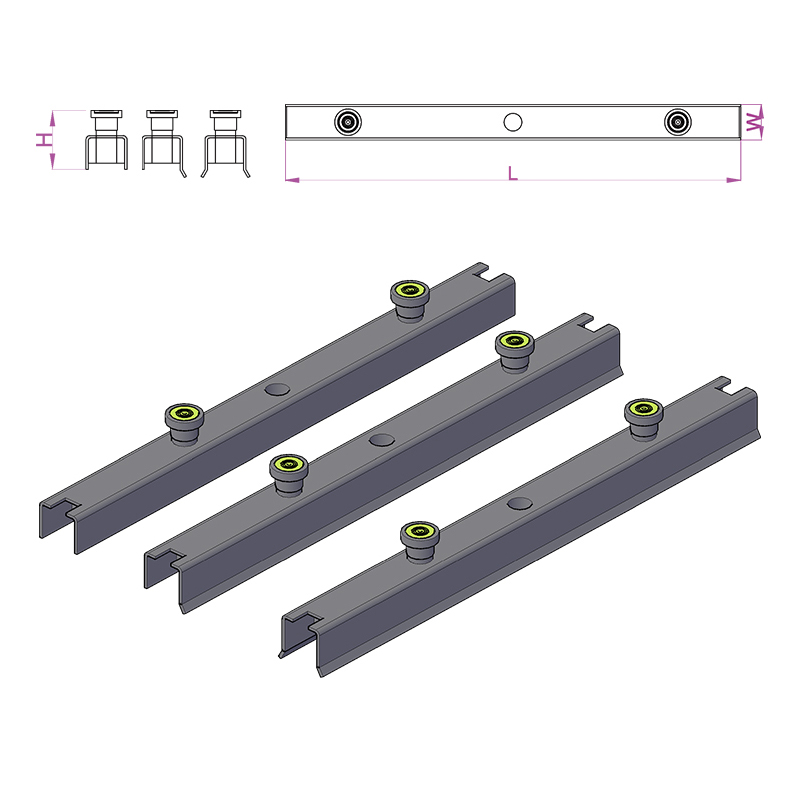
| Magnetic chamfer holder | N/A (posisyonal) | Mga gilid ng chamfer strip sa slab soffit | Pare-parehong detalye ng gilid |
| Magnetic na anggulo ng sulok | Variable | 90° junctions, blockout corners | Tinatanggal ang pagtagas ng grawt sa mga sulok |
Structural Performance ng Hollow Core Concrete Slabs
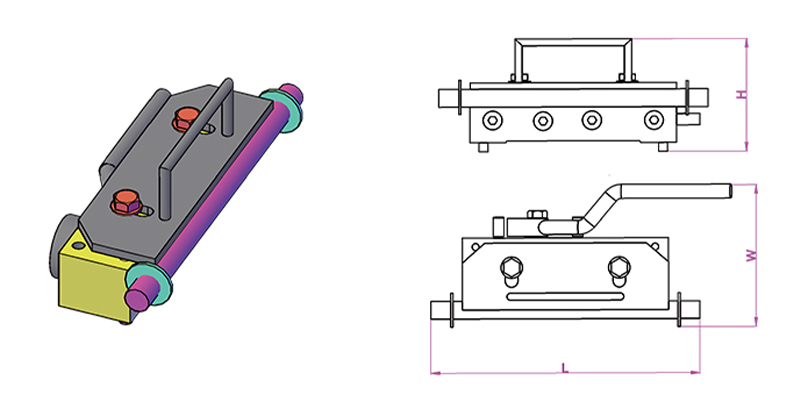
Ang istrukturang pag-uugali ng isang hollow core concrete slab ay pinamamahalaan ng prestress level nito, concrete grade, core geometry, at span-to-depth ratio. Ang mga karaniwang hollow core unit ay ginawa sa lalim mula sa 150 mm hanggang 500 mm , na may karaniwang lapad na 1,200 mm. Ang mga span na 6 m hanggang 18 m ay karaniwan sa pagsasanay, na may mahusay na disenyong malalim na mga yunit na umaabot sa 20 m o higit pa sa ilalim ng kontroladong mga kondisyon ng paglo-load.
Ang prestressing ay inilalapat sa pamamagitan ng pre-tensioned high-strength steel strands — karaniwang may yield strength na 1,570 MPa o 1,860 MPa — na naka-angkla sa mga casting bed abutment bago ilagay ang kongkreto. Matapos maabot ng kongkreto ang kinakailangang lakas ng paglipat (karaniwang 25-30 MPa cube), ang mga hibla ay pinutol o pinakawalan, at ang puwersa ng prestress ay inililipat sa seksyon ng kongkreto sa pamamagitan ng bono. Ito ay nagpapakilala ng isang cambering effect (pataas na bow) na bahagyang na-offset ang pagpapalihis sa ilalim ng mga pagkarga ng serbisyo.
Karaniwang Pagganap ng Load-Span
| Lalim ng slab (mm) | Span 6 m (kN/m²) | Span 9 m (kN/m²) | Span 12 m (kN/m²) | Span 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Ang mga figure na ito ay naglalarawan kung bakit ang mga hollow core slab ay tinukoy para sa medium-to-long span sa mga gusali ng opisina at mga paradahan ng sasakyan, kung saan ang mga ipinataw na load na 2.5–5.0 kN/m² ay karaniwan at ang span na 9–14 m ay kaakit-akit sa ekonomiya. Ang prestress ay nag-aalis ng pangangailangan para sa pangalawang steel beam sa maraming mga kaso, na binabawasan ang structural depth ng floor zone at nakakatipid ng makabuluhang taas - madalas na 300-500 mm bawat palapag - sa buhay ng isang multi-storey na proyekto.
Paglaban sa Sunog
Ang mga hollow core concrete slab ay nag-aalok ng likas na paglaban sa sunog sa pamamagitan ng thermal mass ng kongkreto at ang lalim ng takip sa mga prestressing strands. Karaniwang nakakamit ang isang 200 mm slab na may 35 mm na takip sa strand centroid REI 120 (dalawang oras na structural fire resistance) sa ilalim ng karaniwang pagkakalantad sa sunog. Ang mga mas malalalim na unit na may mas malawak na saklaw ay madaling makamit ang REI 180 o REI 240, na nakakatugon sa pinaka-hinihingi na mga kinakailangan sa occupancy nang walang karagdagang proteksyon sa sunog. Malaking bentahe ito sa mga alternatibong bakal o troso, na nangangailangan ng mga intumescent coating, sprinkler system, o encasing para makamit ang mga katumbas na rating.
Mga Formwork System at Magnetic Fixing sa Precast Plant
Ang kalidad ng isang guwang na core concrete slab ay hindi mapaghihiwalay mula sa kalidad ng formwork system na ginamit sa paggawa nito. Gumagamit man ang planta ng nakatigil na pallet system, umiikot na carousel, o long-line casting bed, ang katumpakan kung saan itinatakda at sinigurado ang formwork ay tumutukoy sa katumpakan ng dimensional, surface finish, at consistency ng mga natapos na elemento.
Pallet Carousel System
Sa isang modernong pallet carousel, ang mga steel pallet ay gumagalaw sa isang nakapirming pagkakasunud-sunod ng mga istasyon: paglilinis, paglalagay ng amag, paglalagay ng reinforcement, paghahagis ng kongkreto, panginginig ng boses, paggamot, demoulding, at transportasyon ng elemento. Ang buong cycle ay karaniwang tumatakbo sa loob ng 24 na oras, na may maraming pallet sa sirkulasyon nang sabay-sabay. Sa istasyon ng pagtatakda ng amag, ang mga operator ay naglalagay ng mga side form at naglalagay gamit shuttering magnet ayon sa CNC-generated o drawing-based na layout para sa bawat elemento. Dahil ang ibabaw ng papag ay isang precision-ground steel plate, ang mga magnet ay nakakamit ng pare-parehong pakikipag-ugnay at lakas ng paghawak sa buong lugar.
Ang kahusayan na natamo mula sa magnetic formwork fixing sa isang carousel system ay malaki. Ang mga pag-aaral mula sa European precast producer ay patuloy na nag-uulat 30–50% na pagbawas sa oras ng pagtatakda ng amag kumpara sa bolted o welded anchor system. Sa isang planta na gumagawa ng 80–120 pallets bawat araw, ito ay isinasalin sa mga oras ng natipid na paggawa bawat shift at isang masusukat na pagbawas sa gastos sa produksyon bawat metro kuwadrado ng slab.
Long-Line Casting Bed para sa Extruded Hollow Core
Sa long-line extrusion, ang pangunahing function ng formwork ay natutupad mismo ng casting bed - isang patag, makinis na bakal o polymer-coated na ibabaw kung saan naglalakbay ang extruder. Gayunpaman, ang mga shuttering magnet at mga kaugnay na magnetic anchor system ay ginagamit upang hawakan ang:
- Mga strand deflector at deviator na nagpapakilala sa prestress trajectory
- Mga longitudinal side rails na tumutukoy sa lapad ng slab bago magsimula ang extruder
- Mga pangunahing blockout na gumagawa na gumagawa ng mga pagbubukas para sa mga pagtagos ng serbisyo sa mga tinukoy na lokasyon
- Ang mga reinforcing bar o mesh ay idinagdag sa basang kongkretong ibabaw para sa pinagsama-samang mga koneksyon sa ibabaw
Ang hindi invasive na katangian ng magnetic fixing ay lalo na pinahahalagahan sa mga long-line na kama, kung saan ang ibabaw ay dapat manatiling hindi nasira sa libu-libong mga ikot ng produksyon. Anumang surface scoring o hukay na dulot ng pagbabarena o welding ay nagiging pinagmumulan ng pagtagas at pagdikit ng grawt, na nagpapataas ng lakas ng demoulding at mga depekto sa ibabaw sa natapos na slab soffit.
Pagpili ng Tamang Shuttering Magnet
Ang pagpili ng tamang shuttering magnet para sa isang partikular na hollow core slab production application ay nangangailangan ng pagsasaalang-alang ng ilang mga kadahilanan na higit pa sa pagtutugma ng puwersa ng paghawak upang bumuo ng timbang:
- Pallet o kapal ng mesa: Ang mga magnet ay idinisenyo upang gumana sa mga tiyak na kapal ng bakal (karaniwang 10–25 mm). Masyadong manipis at ang magnetic circuit ay hindi kumpleto; masyadong makapal at ang lakas ng hawak ay bumaba nang malaki.
- Konkretong paraan ng vibration: Ang mga panlabas na table vibrator ay bumubuo ng mas mataas na dynamic na puwersa kaysa sa panloob na mga vibrator ng karayom. Ang mga magnet sa mga external na vibrated na system ay nangangailangan ng mas mataas na rating na puwersa ng paghawak - kadalasang 1.5 hanggang 2 beses ang kinakailangan sa statically kalkulado.
- Presyon ng tubig-tabang at konkretong ulo: Sa matataas na elemento o kung saan mabilis na inilalagay ang kongkreto, ang haydroliko na presyon laban sa mga form ay maaaring lumampas sa mga simpleng kalkulasyon ng timbang. Dapat labanan ng magnet ang parehong vertical lifting force at lateral pressure.
- Form na materyal at geometry: Ang mga form ng bakal ay direktang naglilipat ng magnetic force; Ang mga aluminyo o plastik na anyo ay nangangailangan ng mga base plate ng bakal upang kumilos bilang mga tagapamagitan sa pagitan ng magnet at ang non-ferromagnetic form na materyal.
- Kapaligiran sa pagpapatakbo: Ang mga halaman na may mga overhead crane, de-koryenteng motor, o iba pang pinagmumulan ng electromagnetic ay maaaring mangailangan ng mga magnet na may shielded housing upang maiwasan ang hindi sinasadyang pag-deactivate o interference.
Ang mga nangungunang tagagawa — kabilang ang Ratec, Halfen, Sommer, at iba pa — ay nag-aalok ng suporta sa engineering para sa pagpili ng magnet at nag-publish ng mga detalyadong teknikal na data sheet na may static na puwersa ng pagpigil, puwersang sinubok sa vibration, saklaw ng temperatura ng pagpapatakbo, at buhay ng cycle (karaniwang na-rate para sa 500,000 hanggang 1,000,000 activation cycle bago ang mga panloob na bahagi ay nangangailangan ng inspeksyon).
Transportasyon, Pangangasiwa, at Pag-install ng Hollow Core Slabs
Kapag na-cast, nagaling, at nalagari hanggang sa haba, ang mga hollow core concrete slab ay dapat iangat, dalhin, at i-install nang may pag-iingat. Ang prestressed na seksyon ay na-optimize para sa positibong baluktot sa spanning na direksyon; maling paghawak na nagpapakilala ng negatibong baluktot o transverse loading ay maaaring magdulot ng pag-crack sa precompressed (soffit) face — pinsala na mahirap matukoy at maaaring makompromiso ang structural performance.
Mga Kinakailangan sa Pag-angat at Transportasyon
Ang mga hollow core na slab ay dapat na iangat gamit ang mga clamp na idinisenyo para sa layunin o beam-and-spreader arrangement na nag-aaplay ng load sa mga punto sa loob ng design lifting zone — karaniwang hindi hihigit sa L/5 mula sa bawat dulo, kung saan ang L ay ang haba ng slab. Para sa mga slab na higit sa 10 m, ang three-point o four-point lift gamit ang spreader beam ay karaniwang kasanayan upang makontrol ang mga baluktot na sandali.
Sa site, ang mga slab ay inilalagay ng crane nang direkta sa mga sumusuporta sa mga beam, dingding, o corbel. Ang haba ng tindig sa bawat dulo ay dapat matugunan ang mga minimum na kinakailangan - karaniwan 75 mm sa bakal o precast concrete na suporta at 100 mm sa masonry o in-situ concrete — upang matiyak ang sapat na paglilipat ng load at maiwasan ang end spalling sa ilalim ng service load. Ang mga neoprene o mortar bearing pad ay ginagamit upang ipamahagi ang contact stress at mapaunlakan ang mga dimensional tolerance.
Grouting ng Longitudinal Joints
Ang mga katabing guwang na core slab sa isang sahig ay konektado sa pamamagitan ng pag-grouting ng mga longitudinal joints sa pagitan ng mga unit. Ang grawt - karaniwang pinaghalong semento ng Portland na may mababang ratio ng tubig-semento - ay pumupuno sa tapered o keyed joint at, kapag tumigas, naglilipat ng pahalang na gupit sa pagitan ng mga unit, na nagbibigay-daan sa sahig na kumilos bilang diaphragm. Sa seismic na disenyo, ang diaphragm action na ito ay kritikal para sa pamamahagi ng mga lateral forces sa vertical structural system. Ang grawt ay madalas na pinalalakas ng mga longitudinal tie bar na inilalagay sa mga bukas na core sa mga gilid at pinaglagyan ng grouted, na nagbibigay ng continuity reinforcement sa kabuuan ng joint.
Ang katumpakan ng longitudinal joint ay bahagyang nakasalalay sa kung gaano katumpak ang pagkakahawak ng gilid na anyo sa panahon ng paghahagis - isa pang punto kung saan shuttering magnet at mga kaugnay na magnetic fixing accessories ay direktang nakakaimpluwensya sa kalidad ng naka-install na sahig. Ang isang form na gumagalaw ng kahit na 3-5 mm sa panahon ng paghahagis ay maaaring makabuo ng magkasanib na geometry na mahirap ganap na i-grout, na nag-iiwan ng mga void na nagpapababa ng shear transfer at water resistance.
In-Situ Concrete Topping
Maraming hollow core slab floor ang tinukoy na may structural in-situ concrete topping, kadalasang 50–75 mm ang kapal, na inihagis sa mga precast unit pagkatapos ng pag-install. Ang topping na ito ay nagsisilbi sa maraming layunin:
- Pinapapantay nito ang ibabaw ng sahig, na nagbabayad para sa differential camber sa pagitan ng mga katabing slab
- Lumilikha ito ng isang matatag na dayapragm sa pamamagitan ng pagkonekta sa lahat ng mga yunit na may tuluy-tuloy na reinforced slab
- Nagbibigay-daan ito sa pagsasama ng floor screed, underfloor heating, o mga serbisyo sa loob ng topping depth
- Kapag pinagsama-sama ang disenyo, pinatataas nito ang lalim ng istruktura at kapasidad ng pagkarga ng sahig
Ang tuktok na ibabaw ng hollow core slab na ginawa ng extrusion ay sadyang iniwang magaspang — ang proseso ng extrusion ay nag-iiwan ng corrugated o striated texture na nagbibigay ng mechanical bond para sa topping. Ang mga wet-cast unit ay nangangailangan ng paghahanda sa ibabaw (karaniwang shot blasting o mechanical scarification) upang makamit ang katumbas na lakas ng bono, na nagdaragdag ng hakbang sa produksyon at nauugnay na gastos.
Sustainability at Material Efficiency ng Hollow Core Concrete Slabs
Ang industriya ng konstruksiyon ay nahaharap sa lumalaking presyon upang bawasan ang katawan na carbon at pagkonsumo ng materyal. Ang mga hollow core concrete slab ay maihahambing sa mga alternatibong flooring system sa ilang sukatan ng sustainability, lalo na kapag ang buong ikot ng buhay ay isinasaalang-alang.
Nabawasan ang Dami ng Konkreto at Bakal
Sa pamamagitan ng pag-alis ng kongkreto mula sa core zone - kung saan ito ay nag-aambag ng kaunti sa flexural resistance - hollow core production gamit 30–45% mas mababa ang kongkreto kada metro kuwadrado kaysa sa katumbas na solid slab sa parehong span at load capacity. Ang paggamit ng high-strength prestressing steel (1,860 MPa) sa halip na conventional mild steel reinforcement (500 MPa) ay nangangahulugan na ang kabuuang bigat ng bakal sa bawat unit area ay makabuluhang nabawasan din: ang isang hollow core slab ay maaaring gumamit lamang ng 2–4 kg/m² ng prestressing strand, kumpara sa 8–15 kg/m² na dinisenyo para sa conventional reinforced bar ng redforcing bar sa parehong disenyo. pagganap.
Ang pagbawas sa materyal na ito ay direktang binabawasan ang katawan na carbon ng istraktura ng sahig. Iminumungkahi ng mga numero ng industriya na ang isang tipikal na 265 mm hollow core slab ay may embodied carbon na humigit-kumulang 100–130 kg CO₂e/m² , kumpara sa 160–200 kg CO₂e/m² para sa isang in-situ na solid flat slab na may katulad na kakayahan sa istruktura.
Produksyon ng Pabrika at Pagbawas ng Basura
Ang produksyon ng pabrika sa ilalim ng mga kontroladong kondisyon ay nagpapaliit ng materyal na basura mula sa sobrang pag-order, mga spill, at muling paggawa. Ang mga konkretong basura sa isang well-managed precast plant ay karaniwang tumatakbo sa 1–3% ng dami ng produksyon, kumpara sa 5–10% o higit pa sa isang conventional in-situ site. Ang paggamit ng shuttering magnets at reusable steel forms ay higit na nagpapababa ng formwork waste; ang isang de-kalidad na steel form na ginamit sa magnetic anchoring ay maaaring magamit muli para sa libu-libong mga cycle ng produksyon, samantalang ang timber formwork sa isang in-situ na site ay karaniwang itinatapon pagkatapos ng ilang paggamit.
Mga Pagsasaalang-alang sa Katapusan ng Buhay
Sa pagtatapos ng buhay, ang mga hollow core concrete slab ay maaaring masira at i-recycle bilang pinagsama-samang para sa sub-base ng kalsada, fill material, o — sa mas advanced na mga stream ng recycling — muling iproseso sa kongkretong pinagsama-samang. Ang prestressing strand ay maaaring mabawi at i-recycle bilang scrap steel. Alinman sa proseso ay hindi perpekto, at ang ilang katawan na carbon ay nawala sa demolisyon at transportasyon, ngunit ang relatibong pagiging simple ng materyal na komposisyon (kongkreto at bakal) ay ginagawang mas diretsong i-recycle ang mga hollow core slab kaysa sa mga composite system na kinasasangkutan ng maraming bonded na materyales.
Mga Karaniwang Aplikasyon at Mga Halimbawa ng Proyekto
Ang mga hollow core concrete slab ay tinukoy sa malawak na hanay ng mga uri ng gusali at mga aplikasyon sa imprastraktura. Ang kanilang versatility ay nagmumula sa malawak na hanay ng mga available na depth, ang kakayahang tumanggap ng mga service penetration at cast-in fixings (nakaposisyon nang tumpak gamit ang magnetic formwork anchors sa panahon ng produksyon), at ang kanilang compatibility sa iba't ibang mga sumusuportang istruktura.
Maraming Palapag na Residential Building
Sa residential construction, ang 200–265 mm hollow core slab na sumasaklaw sa 5–9 m sa pagitan ng load-bearing walls o beam ay isang karaniwang detalye sa buong Netherlands, Scandinavia, Central Europe, at UK. Ang isang 15-palapag na apartment block na gumagamit ng precast hollow core floors ay maaaring maging watertight sa loob ng 8-12 linggo mula sa ground floor, kumpara sa 20-30 na linggo para sa isang katumbas na in-situ na kongkretong istraktura. Ang regular na floor plan ng mga residential na gusali ay nababagay sa magkatulad na lapad at karaniwang hanay ng span ng hollow core units lalo na.
Mga Gusaling Pangkomersyal na Tanggapan
Ang mga gusali ng opisina ay humihingi ng mas mahabang span para sa open-plan flexibility, karaniwang 9–14 m. Ang malalim na hollow core slab (320–400 mm) na may mataas na antas ng prestress ay idinisenyo upang magdala ng mga ipinataw na load na 3.5–5.0 kN/m² sa mga span na ito nang walang pangalawang beam. Ang nakalantad na soffit ng hollow core slabs — likas na patag at makinis mula sa extrusion o wet-cast process — ay lalong nakikita bilang isang feature ng disenyo, na iniiwasan ang gastos ng mga suspendido na kisame at nakakakuha ng thermal mass benefits na nagpapababa ng peak cooling load ng 15–25% sa well-designed naturally ventilated o mixed-mode na mga gusali.
Mga Paradahan ng Sasakyan
Ang mga multi-storey na paradahan ng kotse ay isa sa mga pinaka-hinihingi na kapaligiran para sa precast concrete: ang mga span na 15–18 m ay karaniwan, ang concentrated wheel load ay maaaring umabot sa 30–60 kN bawat axle, at ang istraktura ay nakalantad sa mga de-icing salt, freeze-thaw cycle, at moisture. Karaniwan ang mga hollow core na slab sa mga application para sa paradahan ng sasakyan 400–500 mm ang lalim , ginawa na may matataas na kongkretong grado (C50/60 o mas mataas) at mababang ratio ng tubig-semento upang mapakinabangan ang tibay. Ang mga manipis na web sa pagitan ng mga core ay nangangailangan ng maingat na disenyo ng paghahalo ng kongkreto — mababang maximum na sukat ng pinagsama-samang laki, sapat na kakayahang magamit — at tumpak na compaction, na pinapadali ng kontroladong kapaligiran ng produksyon at mga sistema ng kontrol sa kalidad ng planta ng precast.
Mga Gusaling Pang-industriya at Imbakan
Ang mga bodega, sentro ng pamamahagi, at mga pasilidad sa pagmamanupaktura ay gumagamit ng mga hollow core slab sa mga mezzanine floor, elevated loading dock, at ground-supported floor sa mga pile cap. Sa mga application na ito, ang kakayahang mag-pre-install ng mga cast-in lifting socket, anchor channel para sa mga racking system, at electrical conduit — lahat ay nakaposisyon gamit ang magnetic formwork anchor sa panahon ng produksyon ng halaman — ay makabuluhang binabawasan ang mga gastos sa pag-aayos sa site at panganib sa programa.
Quality Control at Mga Pamantayan para sa Hollow Core Concrete Slabs
Ang mga hollow core concrete slab na ginawa sa Europe ay dapat sumunod EN 1168:2005 A3:2011 — ang harmonized na pamantayan ng produkto para sa precast concrete hollow core slabs. Tinutukoy ng pamantayang ito ang mga kinakailangan sa pagganap para sa structural resistance, paglaban sa sunog, mga mapanganib na substance, dimensional tolerance, at acoustic performance, kasama ang mga kinakailangan para sa factory production control, testing, at CE marking.
Ang mga pangunahing pagpapaubaya sa dimensyon sa ilalim ng EN 1168 ay kinabibilangan ng:
- Haba: ±20 mm para sa mga slab hanggang 6 m; ±0.3% ng haba para sa mga slab na higit sa 6 m
- Lapad: ±5 mm
- Lalim: ±5 mm
- Straightness: ≤L/600, maximum na 20 mm
- Squareness ng mga dulo: ≤10 mm
- Camber: 15/−5 mm para sa mga slab hanggang 12 m
Ang pagkamit ng mga pagpapaubaya na ito ay patuloy na nakadepende sa kalidad ng buong production chain — mula sa mix design at concrete batching, sa pamamagitan ng strand tensioning accuracy, hanggang sa formwork setting at post-casting inspection. Ang paggamit ng mga shuttering magnet at mga kaugnay na magnetic positioning system ay nag-aambag sa dimensional na katumpakan sa pamamagitan ng pag-aalis ng positional drift na nangyayari sa mga conventional bolted form sa ilalim ng vibration, at sa pamamagitan ng pagpapagana ng mabilis, tumpak na repositioning kapag nagbabago ang mga layout.
Higit pa sa mga dimensional tolerance, ang EN 1168 at ang sumusuporta sa mga pamantayan ng disenyo ng Eurocode (EN 1992-1-1, EN 1992-1-2) ay nangangailangan ng detalyadong structural verification na sumasaklaw sa bending, shear, punching, end anchorage, at fire resistance. Ang proseso ng disenyo para sa hollow core floor ay kinabibilangan ng pagtukoy sa maximum span para sa kinakailangang load, pagpili ng naaangkop na slab depth at strand arrangement mula sa manufacturer load tables, pagsuri sa haba ng bearing, pag-verify ng diaphragm action ng grouted floor, at pag-coordinate ng mga service penetration sa structural engineer.
Paghahambing ng Hollow Core Slab sa Mga Alternatibong Sistema ng Sahig
Ang pagpili sa pagitan ng hollow core concrete slab at mga nakikipagkumpitensyang floor system ay nangangailangan ng pagtimbang ng structural performance, bilis ng programa, gastos, sustainability, at mga hadlang sa site. Walang solong sistema ang nanalo sa bawat pamantayan, ngunit ang mga hollow core slab ay may malinaw na mga pakinabang sa mga partikular na sitwasyon.
| Criterion | Hollow Core Slab | In-Situ Flat Slab | Composite Steel Deck | Solid Precast Slab |
|---|---|---|---|---|
| Karaniwang hanay ng span | 6–20 m | 5–12 m | 3–9 m (deck) beam | 3–7 m |
| Timbang (sarili) | Mababang–Katamtaman | Mataas | Mababang–Katamtaman | Mataas |
| Bilis ng pag-install | Napakabilis | Mabagal (formwork, lunas) | Mabilis | Mabilis |
| Panlaban sa sunog (walang karagdagang proteksyon) | REI 60–240 | REI 60–180 | Karaniwang REI 30–60 | REI 60–180 |
| Materyal na kahusayan | Mataas | Mababa | Katamtaman | Mababa |
| Pagganap ng tunog | Mabuti (may screed) | Mabuti | Patas (nangangailangan ng paggamot) | Mabuti |
| Pagsasama ng serbisyo | Katamtaman (cores usable) | Mataas (flexible) | Mataas | Mababa |
Ang mga core mismo ay nag-aalok ng isang kapaki-pakinabang na kalamangan para sa mga serbisyo sa pagtatayo: sa ilang mga diskarte sa disenyo, ang mga longitudinal void ay ginagamit bilang mga air duct para sa pagpainit, paglamig, o bentilasyon, na nagpapasa ng air conditioned sa pamamagitan ng slab upang parehong magsilbi sa inookupahang espasyo at gamitin ang thermal mass ng kongkreto para sa tempering. Ang Thermally Activated Building System (TABS) na diskarte na ito ay ipinatupad sa maraming proyekto ng opisina sa Central Europe, na may masusukat na pagbawas sa peak cooling demand na hanggang sa 30–40% kumpara sa mga karaniwang air-side system.
Mga Praktikal na Pagsasaalang-alang para sa mga Specifier at Contractor
Ang pagtukoy o pagkuha ng hollow core concrete slab ay nangangailangan ng pakikipag-ugnayan sa tagagawa nang maaga sa proseso ng disenyo. Hindi tulad ng in-situ na kongkreto, na maaaring iakma sa site, ang mga hollow core slab ay dimensional na naayos sa pabrika. Ang mga pagbabago pagkatapos ng produksyon — mga cut-out, karagdagang pag-aayos, mga pagbabago sa reinforcement — ay teknikal na posible ngunit magastos at nakakaubos ng oras. Ang pagkuha ng daloy ng impormasyon nang tama sa yugto ng disenyo ay kritikal.
Kinakailangan ang Impormasyon sa Yugto ng Disenyo
- Structural load: self-weight, superimposed dead (screed, partitions, finishes), imposed (occupancy category), at anumang concentrated load mula sa planta, storage, o cladding fixings
- Maaliwalas na span at mga kondisyon ng tindig sa bawat suporta, kabilang ang anumang hindi magkatulad na suporta o skewed geometry
- Kinakailangan ang klase ng paglaban sa sunog para sa floor zone
- Lokasyon, laki, at pag-frame ng lahat ng pagtagos ng serbisyo, kabilang ang mga manggas ng MEP, mga tubo ng paagusan, mga istrukturang haligi na dumadaan sa sahig, at mga butas ng elevator shaft
- Kinakailangan ang mga pag-aayos ng cast-in: mga anchor channel, lifting socket, tie-down bolts, conduit stub — lahat ng ito ay nakaposisyon gamit ang magnetic formwork anchor at cast-in sa panahon ng paggawa ng pabrika
- Mga kinakailangan sa pagganap ng tunog, lalo na para sa mga proyektong residential o mixed-use kung saan ang epekto at tunog ng hangin ay dapat matugunan ang mga pamantayan ng regulasyon
- Mga limitasyon sa pagpapalihis at mga inaasahan ng camber, lalo na kung saan direktang ilalapat ang mga brittle finish (tile, terrazzo) sa ibabaw ng slab
Koordinasyon ng Site para sa Pag-install
Sa site, ang pag-install ng hollow core slabs ay nangangailangan ng koordinasyon ng kapasidad ng crane, mga ruta ng pag-access, pansamantalang propping (kung kinakailangan ng structural design), at ang pagkakasunud-sunod ng grouting, topping pours, at mga detalye ng structural connection. Ang kapasidad ng crane ay kadalasang kritikal na hadlang : isang 400 mm hollow core slab na 12 m ang haba at 1.2 m ang lapad ay tumitimbang ng humigit-kumulang 5,000–5,500 kg. Sa isang limitadong urban site kung saan binabawasan ng crane outreach ang kapasidad sa pag-angat, maaaring mangailangan ito ng pagbabawas ng haba ng slab o pagtukoy ng mas magaan na unit - isang desisyon na bumabalik sa span, load, at disenyo ng istraktura ng suporta.
Ang pag-grouting ng mga kasukasuan ay dapat sumunod nang tumpak sa pagtutukoy ng tagagawa. Ang paggamit ng grawt na masyadong basa ay nagbubunga ng buhaghag, mahinang kasukasuan na madaling mag-crack; masyadong tuyo at maaaring hindi nito ganap na punan ang tapered joint profile, na nag-iiwan ng mga voids. Ang pinagsamang grouting sa malalaking lugar sa sahig ay dapat planuhin bilang tuluy-tuloy na operasyon, na may sapat na tauhan at kapasidad ng paghahalo upang maiwasan ang malamig na mga joints sa loob ng isang joint run.
Mga Pagsusuri pagkatapos ng Pag-install
Pagkatapos ng pag-install at pag-grouting, dapat suriin ang nakumpletong hollow core floor para sa:
- Differential camber sa pagitan ng mga katabing unit — katanggap-tanggap sa loob ng ±5 mm nang walang topping; kung mas malaki, maaaring kailanganin ang karagdagang lalim ng screed upang makamit ang isang patag na ibabaw
- Pagkumpleto ng grawt sa lahat ng longitudinal at transverse joints
- End bearing adequacy sa lahat ng suporta
- Kundisyon ng mga pagsingit ng cast-in — anumang nasira o maling posisyon na mga pagsingit ay dapat iulat at ayusin bago ilapat ang topping o pagtatapos
- Kawalan ng pinsala sa paghawak: pag-crack sa mga dulo ng slab, spalling sa mga lugar ng tindig, o longitudinal crack sa webs na maaaring magpahiwatig ng pinsala sa transportasyon o paninigas.
Mga Inobasyon sa Hollow Core Slab Technology at Magnetic Formwork Systems
Ang industriya ng precast concrete ay patuloy na bumubuo ng parehong hollow core slab na produkto at ang mga sistema ng produksyon na ginagamit sa paggawa nito. Ang ilang mga lugar ng aktibong pag-unlad ay nagkakahalaga ng pansin para sa mga gumagawa ng pangmatagalang mga desisyon sa pamumuhunan sa imprastraktura.
Ultra-High-Performance Concrete sa Hollow Core Production
Ang pagsasaliksik sa ultra-high-performance concrete (UHPC) para sa mga hollow core application ay nagpapatuloy sa ilang European at Asian research program. Ang paghahalo ng UHPC na may compressive strength na 150–200 MPa ay nagbibigay-daan sa mga kapal ng web na bawasan pa, na nagpapababa ng self-weight habang pinapanatili ang kapasidad ng paggugupit. Ang hamon sa produksyon ay ang UHPC ay hindi tugma sa karaniwang extrusion equipment — ang fiber reinforcement at mix viscosity ay nangangailangan ng mga binagong paraan ng paghahagis — at ang papel ng shuttering magnet and precision magnetic formwork systems sa pagpoposisyon ng mas manipis, mas tumpak na mga amag ay nagiging mas kritikal.
Automation at Robotics sa Formwork Setting
Nag-aalok na ngayon ang ilang mga precast equipment manufacturer ng robotic formwork-setting system na nagbabasa ng layout ng elemento mula sa isang modelo ng BIM at awtomatikong pumuwesto sa mga side form, end stop, at insert sa ibabaw ng papag. Ang mga system na ito ay karaniwang gumagamit ng mga gantry robot na may mga vision system upang pumili at maglagay ng mga bahagi ng formwork, gamit shuttering magnet bilang ang panghuling mekanismo ng pag-aayos - ipinoposisyon ng robot ang form, at ang magnetic anchor ay isinaaktibo upang i-lock ito sa lugar. Ang mga naunang nag-adopt ng mga system na ito ay nag-uulat ng katumpakan ng pagtatakda ng amag na ±1–2 mm at mga oras ng pag-ikot na mas mababa sa manu-manong setting, na may pare-parehong kalidad at nabawasan ang pagkapagod ng operator.
Digital Integration at Smart Production
Ang mga modernong precast plant ay lalong nagsasama ng digital twin technology — isang real-time na virtual na modelo ng production floor — na may mga quality control system, pamamahala ng imbentaryo, at logistik. Ang bawat elemento ay itinatalaga ng isang natatanging QR code o RFID tag sa punto ng produksyon, na nag-uugnay sa digital record nito sa partikular na batch ng kongkreto, strand lot, magnet-fixed insert na mga posisyon, at mga resulta ng dimensional na pagsusuri. Ang kakayahang masubaybayan na ito ay lalong hinihingi ng mga pangunahing kontratista at kliyente sa mga kumplikadong proyekto kung saan kinakailangan ang pananagutan sa istruktura sa loob ng 50-100 taong buhay ng disenyo ng gusali.
Ang katumpakan ng pag-aayos ng magnetic formwork — na sinamahan ng mga pagsusuri sa kalidad ng laser-scanning ng natapos na elemento bago ipadala — ay bahagi ng digital quality chain na ito. Ang isang slab na pumasa sa lahat ng dimensional na pagsusuri, mga kongkretong rekord ng lakas, at visual na inspeksyon ay ipinapadala na may buong record ng produksyon na naa-access ng QR scan sa site, na nagbibigay-daan sa structural engineer o may-ari ng gusali na i-verify ang pagsunod nang hindi umaasa lamang sa mga papel na sertipiko.








